
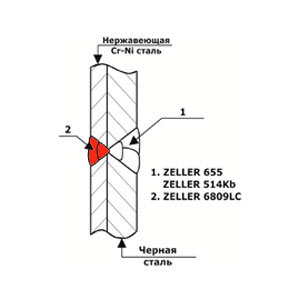
ZELLER 6809LC
Низкоуглеродистый CrNi — электрод для сварки разнородных материалов и наплавки.
Область применения:
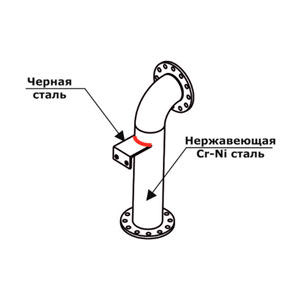
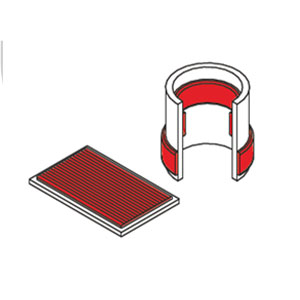
Электрод с рутиловым покрытием, с сердечник из высоколегированной проволоки ZELLER 6809 LC предназначен для трещиностойких соединений (нержавеющих,жаропрочных, углеродистых сталей, высокопрочных, низколегированных улучшенныхс нержавеющими, Cr — ферритными, Cr-Ni аустенитными и марганцевыми сталями) и наплавки (первых коррозиестойких слоев на феррито-перлитные стали для сосудов высокого давления и резервуаров изготовленных из мелкозернистых сталей вплоть до сталей типа S 500 N, а также на жаростойкие стали типа 22NiMoCr4-7 (SEW-Werkstoffblatt 365, 366), 20MnMoNi5-5, G18NiMoCr3-7). При наплавке на низколегированную сталь, сталь 18/8 Cr-Ni может быть получена в первом слое.
Рабочие температуры: от – 60°C до 300°C для соединений и до 400°C для наплавки. Материал устойчив к образованию окалины до 1000°C.
Свариваемые материалы и сплавы:
DIN:
1.4825 GX25CrNiSi18-9
1.4828X15CrNiSi 20 12
1.4826 GX40CrNiSi22-9
1.4832GX25CrNiSi20-14
1.4583 X10CrNiMoNb 18 12
ГОСТ:
09X16Н15М3Б
20X23Н13, 20Х20Н14С2
20Х20Н14С2Л
Комбинированные соединения:
1.4583 X10CrNiMoNb 12 c HI / H II, 17 Mn 4, StE 355.
1.4583 X10CrNiMoNb 18 12 c P235GH / P236GH, P295GH, P335N
Сварочные характеристики:
Электроды ZELLER 6809 LC обладает великолепными сварочно-технологическими свойствами, работает на постоянном и переменном токе, высокий емкостный ток. Минимальное разбрызгивание; самоотделяющийся шлак; гладкая, чистая поверхность шва; отсутствие пор достигается благодаря влагостойкой обмазке и герметичной упаковке. Прокалка электродов перед работой не требуется.
Механические свойства:
| Предел текучести, Rp МПа | Предел прочности, Rm МПа | Относительное удлинение, А5 % | Ударная вязкость, J | Металл шва | Рабочая температура,°С | max рабочая температура, °С |
|---|---|---|---|---|---|---|
| >400 | 590 | >32 | >32 при t=-60°С | Fe-Cr-Ni | от -60 до 300 | 1000 |
Положения сварки:






Рекомендуемые параметры тока, фасовка, производительность:
| Ø (мм) | L (мм) | Сила тока, А | Фасовка, кг | Электродов пачке | Электродов в 1 кг |
|---|---|---|---|---|---|
| 2 | 300 | 30-60 | 4,0 | 342 | 85,5 |
| 2,5 | 300 | 40-75 | 4,0 | 219 | 54,75 |
| 3,2 | 350 | 75-110 | 5,0 | 139 | 27,8 |
| 4 | 350 | 90-140 | 5,0 | 92 | 19 |
| 5 | 450 | 130-170 | 5,0 | 55 | 9,17 |
Рекомендации по сварке:
Электроды пред сваркой прокалить в печи при 340-360°С продолжительностью 1час (при необходимости)
Выпускаемые виды материала:
| Сварочный процесс | Форма выпуска материала | Наименование материала |
|---|---|---|
| MMA, SMAW | Электроды для ручной дуговой сварки штучными (покрытыми) электродами | Zeller 6809LC |
| MIG/MAG | Сплошная проволока для сварка в среде защитных газах | Zeller G 6809LC |
| TIG | Прутки для сварки неплавещимся электродом в среде инертных газов | Zeller T 6809LC |

